金属鍛造
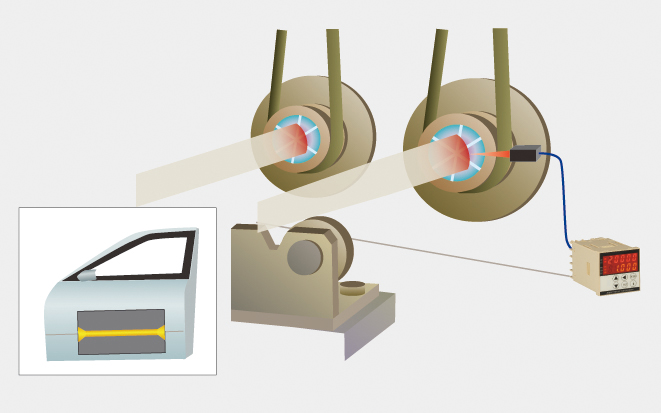
鍛造装置に部材を投入する直前の温度測定のため、高速応答が求められます。

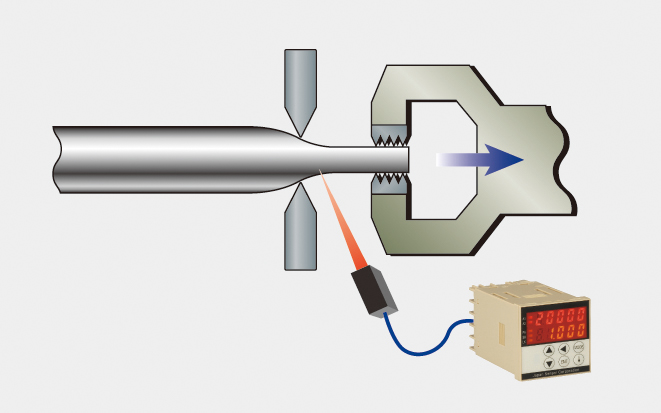
部材を鍛造装置に入れて成形する際の温度管理
目的
温度計の設置出来る場所が制約される場合も多く、決してクリーンな環境下で使用する事はないため、レンズ汚れに対する防御は必要となります。
成形したい部材を予め様々な方法で一定温度まで加熱をしてから鍛造装置に入れて成形します。加熱後から鍛造装置に入れるまで時間がかかるため、温度にばらつきが出ます。挿入直前の材料温度管理を行う事で、製品品質が向上します。
お客様からの要望
加工部材の移動範囲が広い場合が多く、温度計設置場所が限られるので、ある程度離れた位置から狙いたい。
環境も悪い所も多い為、レンズ清掃等のメンテナンスが簡便なのがよい。

機種選定のポイント
ジャパンセンサー製品は、距離に対するスポットの組み合わせ種類が多く、高速応答対応です。
悪環境に対応するためのアクセサリー類も豊富に取りそろえています。
選定された機種
-
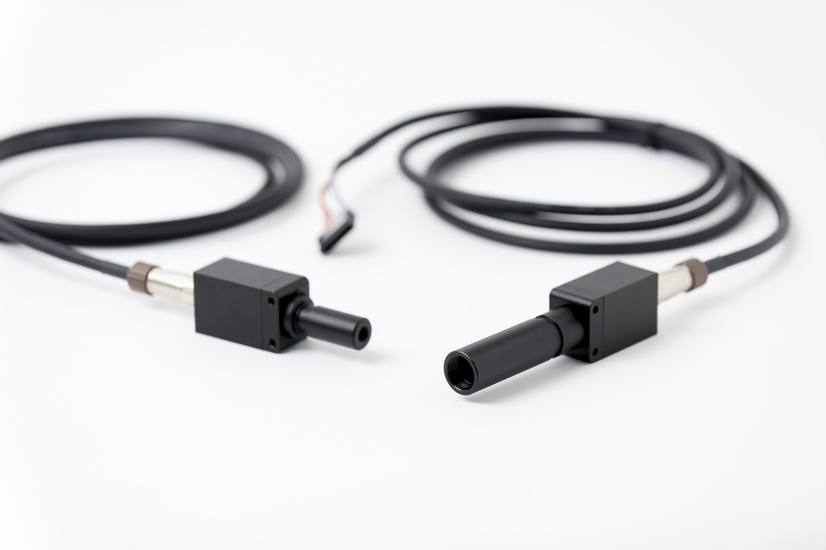
1ms ファイバ型で悪環境に・狭い場所にも
自由自在のセミオーダータイプ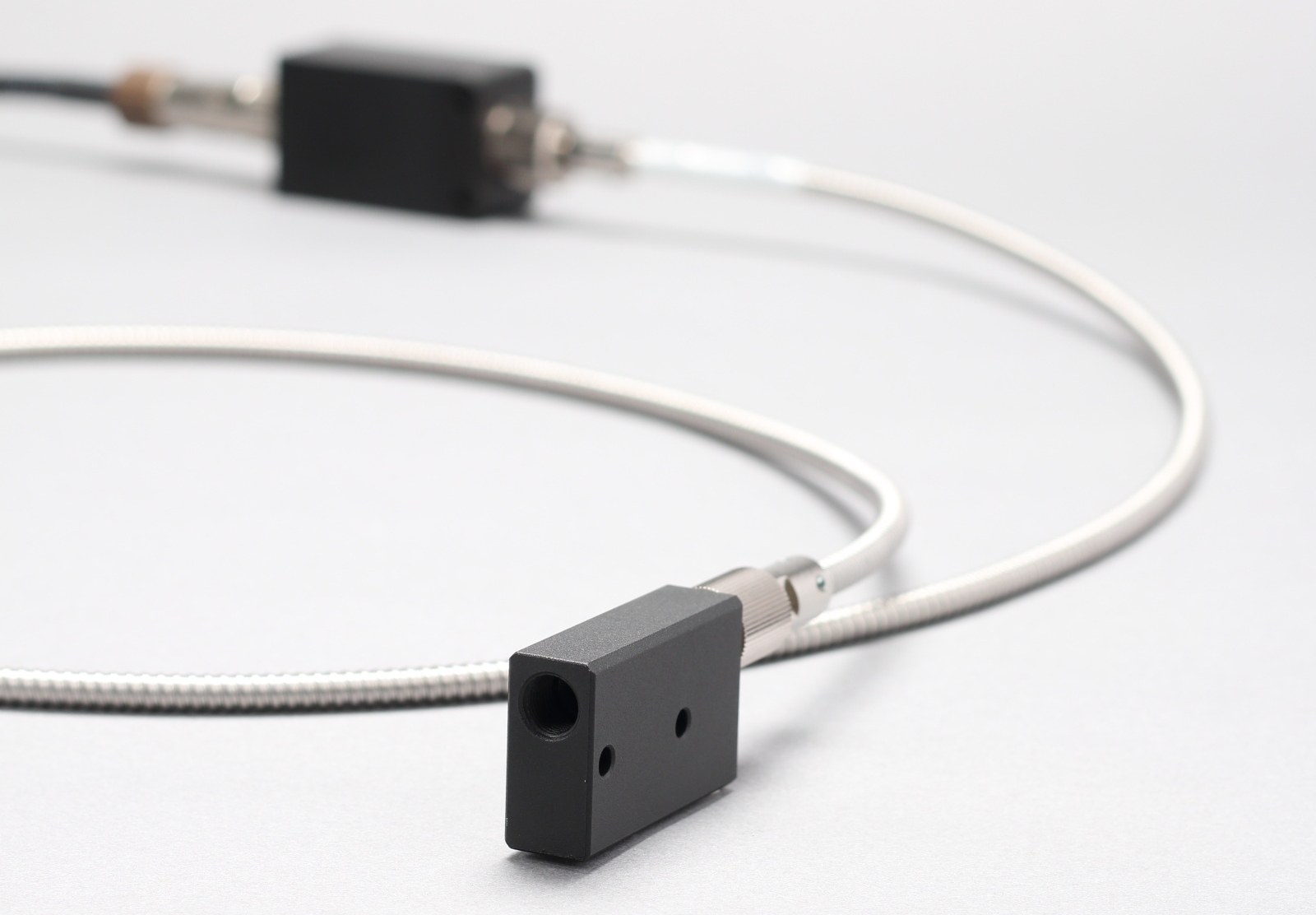
-
1ms 測定物に合わせて仕様を変えられる放射温度計